在电路板(PCB)制造行业,绿油窗设计作为影响产品质量与生产效率的关键环节,常成为制造商与客户沟通的核心痛点。尤其是客户对 VIA 孔(过孔)绿油处理的个性化需求 —— 如全孔绿油覆盖、局部开窗、单面开窗等设计,若处理不当,不仅会导致生产返工、成本增加,还可能引发后续焊接失效、信号干扰等严重问题。
据行业数据统计,因绿油窗设计不合理导致的 PCB 不良率占总不良率的 18%-25%,直接影响订单交付周期与客户满意度。
作为专业电路板制造商,如何科学应对客户绿油窗设计难题,平衡客户需求与生产可行性?本文将从表面处理方法选型、绿油窗设计审查要点、工艺优化方案、特殊场景处理等维度,为行业从业者提供可落地的技术指南与解决方案,助力提升生产效率与产品合格率。
一、电路板绿油窗设计的核心痛点:客户需求与生产矛盾解析
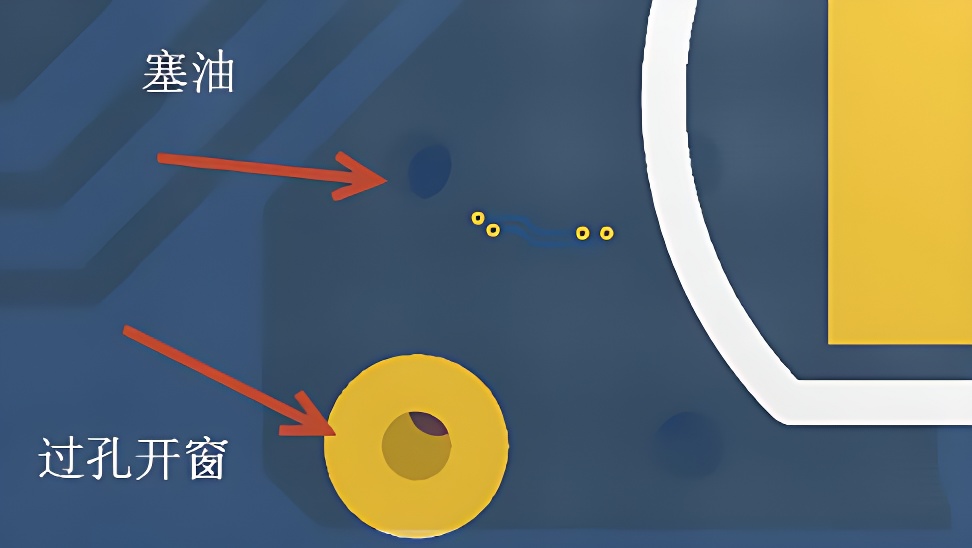
在 PCB 制造流程中,绿油(阻焊油墨)的核心作用是保护铜箔线路、防止氧化腐蚀、避免焊接短路,而绿油窗(阻焊开窗)则是为焊盘、测试点、VIA 孔等关键区域预留的裸露区域,直接影响后续组装与电气性能。当前,客户绿油窗设计引发的痛点主要集中在 VIA 孔处理上,具体可分为三类:
(一)VIA 孔全绿油覆盖(无开窗)
部分客户因产品密封性、防灰尘需求,要求 VIA 孔完全用绿油覆盖,不预留任何开窗区域。这种设计虽能提升 PCB 表面防护性,但在生产中易出现两大问题:一是绿油固化后可能堵塞孔道,导致后续通孔焊接时焊锡无法渗透,影响导通性;二是若采用喷锡表面处理,高温锡液可能与孔内绿油发生反应,产生气泡或脱落,破坏绿油防护层。
(二)VIA 孔局部开窗(部分区域裸露)
客户为平衡防护与焊接需求,常要求 VIA 孔仅在特定区域开窗(如孔边缘 1/3 区域裸露)。这种设计的难点在于开窗精度控制 —— 若开窗范围过小,会导致焊盘有效面积不足,焊接时易出现虚焊;若开窗范围过大,超出设计标准,会暴露过多铜箔,增加氧化与短路风险。此外,局部开窗还可能导致绿油与基材结合不均,在后续高低温测试中出现开裂。
(三)VIA 孔单面开窗(仅正面 / 反面裸露)
单面开窗设计常见于单面焊接或特殊结构的 PCB 产品(如多层板局部导通需求),但这种设计对工艺兼容性要求极高。若表面处理方式选择不当(如喷锡),单面开窗的 VIA 孔在生产中易形成 “塞锡珠”—— 即锡液渗入未开窗一侧的孔内,冷却后形成金属颗粒,不仅影响外观,还可能在使用中脱落,引发电路短路。
针对以上痛点,制造商需建立 “先判断表面处理,再优化绿油工艺” 的解决思路,从源头规避生产风险,同时满足客户个性化需求。
二、表面处理方法:绿油窗设计的 “前置筛选器”
PCB 表面处理是决定绿油窗工艺可行性的核心因素,不同处理方式的温度、化学特性差异,直接影响 VIA 孔绿油处理的兼容性。制造商需优先明确客户选择的表面处理类型,再制定对应的绿油窗解决方案,具体分类与适配性如下:
(一)喷锡(HASL,热风整平):单面塞孔工艺的 “禁区”
喷锡是行业内应用广泛的表面处理方式,其原理是通过高温(约 240-260℃)将熔融锡铅合金(或无铅锡合金)均匀覆盖在 PCB 表面,形成防护层。但喷锡工艺的高温特性,使其与 VIA 孔单面塞孔(绿油单面覆盖)存在天然矛盾:
- 塞锡珠风险:单面塞孔的绿油填充深度通常仅为孔深的 1/2-2/3,未填充绿油的区域会形成 “空腔”。在喷锡过程中,高温锡液易渗入空腔,冷却后凝结成直径 0.1-0.3mm 的锡珠,这些锡珠若残留在孔内或表面,会被客户判定为外观不良,需人工挑除,增加生产工时。
- 绿油脱落隐患:喷锡的高温会使单面塞孔的绿油与基材结合力下降,尤其在孔口边缘,绿油易出现翘边或脱落,导致铜箔暴露,增加氧化风险。据测试数据显示,喷锡工艺下,单面塞孔的绿油脱落率高达 12%,远高于双面塞孔的 3%。
结论:若客户选择喷锡表面处理,必须明确禁止 VIA 孔单面塞孔(单面开窗 + 绿油覆盖)设计,建议改为双面塞孔或全开窗工艺,从根本上避免塞锡珠与绿油脱落问题。
(二)沉金(ENIG,化学镀镍金):单面塞孔的 “理想搭档”
沉金工艺通过化学沉积方式,在 PCB 表面形成镍层(厚度 5-10μm)与金层(厚度 0.05-0.1μm),具有耐高温、抗氧化、接触电阻低的优势,且工艺温度仅为 80-90℃,对绿油的兼容性极强:
- 无塞锡珠风险:沉金过程无需高温熔融金属,不会出现锡液渗入孔内的情况,即使 VIA 孔采用单面塞孔设计,也能保证孔内清洁,无金属颗粒残留。
- 绿油稳定性高:低温工艺不会破坏绿油与基材的结合力,单面塞孔的绿油在沉金后仍能保持良好的附着力,经高低温循环测试(-40℃至 125℃,100 次循环)后,绿油开裂率低于 2%。
适配场景:沉金工艺适用于高精度、高可靠性的 PCB 产品(如医疗设备、通讯模块),若客户要求 VIA 孔单面开窗 + 绿油覆盖,且对焊接稳定性要求高,沉金是首选表面处理方式。
(三)OSP(有机防护层):低成本场景的 “性价比之选”
OSP 工艺通过在铜箔表面形成一层有机薄膜(厚度 0.2-0.5μm),实现短期防氧化保护,具有工艺简单、成本低、无铅环保的优势,其工艺温度约为 100-120℃,对绿油的兼容性较好:
- 单面塞孔兼容性:OSP 的低温处理不会导致绿油脱落,且有机薄膜仅覆盖裸露铜箔,不会影响绿油覆盖区域,因此可接受 VIA 孔单面塞孔设计。
- 注意事项:OSP 防护层的有效期较短(通常为 6 个月),若客户 PCB 需长期存储,需在单面塞孔后额外进行真空包装,并内置干燥剂,避免绿油与 OSP 层共同老化。
适配场景:OSP 适用于消费电子(如家电、玩具)等成本敏感、生产周期短的 PCB 产品,若客户对 VIA 孔绿油设计要求简单(如单面开窗),OSP 可作为经济实惠的表面处理选择。
(四)沉银(ENIAg,化学镀银):中等可靠性需求的 “平衡方案”
沉银工艺通过化学沉积在 PCB 表面形成银层(厚度 0.1-0.3μm),具有导电性好、焊接性能优异的特点,工艺温度约为 70-85℃,对绿油的兼容性介于沉金与 OSP 之间:
- 单面塞孔可行性:沉银的低温特性使其可适配 VIA 孔单面塞孔设计,但需注意 “银迁移” 风险 —— 若 PCB 长期处于高湿环境(相对湿度>60%),裸露的银层可能与绿油边缘的铜箔发生电化学反应,形成导电银丝,引发短路。
- 优化建议:若客户选择沉银 + 单面塞孔设计,需在绿油窗边缘增加 “阻焊桥”(宽度≥0.1mm 的绿油隔离带),减少银层与铜箔的接触面积,同时建议客户在产品使用中控制环境湿度,避免银迁移。
适配场景:沉银适用于工业控制、汽车电子等中等可靠性需求的 PCB 产品,若客户要求 VIA 孔单面开窗,且使用环境湿度可控,沉银是兼顾性能与成本的选择。
表面处理与绿油窗工艺适配表
|
表面处理方式
|
适配绿油窗工艺
|
禁止 / 慎用工艺
|
核心优势
|
适用场景
|
|
喷锡(HASL)
|
双面塞孔、全开窗
|
单面塞孔
|
成本低、防护性强
|
消费电子、低端工业设备
|
|
沉金(ENIG)
|
单面塞孔、局部开窗
|
无
|
耐高温、可靠性高
|
医疗设备、通讯模块
|
|
OSP
|
单面塞孔、全开窗
|
局部开窗(精度要求高)
|
成本低、无铅环保
|
家电、玩具
|
|
沉银(ENIAg)
|
单面塞孔、局部开窗
|
高湿环境单面塞孔
|
导电性好、焊接性能优
|
工业控制、汽车电子
|
三、绿油窗设计审查:从 “客户需求” 到 “工艺落地” 的关键环节
明确表面处理方式后,制造商需对客户提供的绿油窗设计文件进行精细化审查,重点排查 “潜在工艺风险点”,并与客户沟通优化方案,避免后期生产返工。审查需围绕以下核心维度展开:
(一)VIA 孔绿油覆盖范围:避免 “绿油盖孔口” 设计
客户常因 “美观” 或 “防护” 需求,要求绿油完全覆盖 VIA 孔口(即绿油边缘与孔口平齐),但这种设计在生产中易导致两大问题:
- 塞锡珠隐患:无论采用何种表面处理,绿油盖孔口会导致孔口与绿油的结合处形成 “缝隙”,若后续焊接温度过高,焊锡易渗入缝隙,形成塞锡珠;
- 绿油剥离风险:孔口区域的基材与铜箔应力集中,绿油盖孔口会加剧这种应力,在后续机械加工(如裁剪、钻孔)中,绿油易从孔口剥离。
优化建议:与客户沟通,将 “绿油盖孔口” 改为 “绿油入孔” 设计 —— 允许绿油自然流入孔内(深度≤孔深的 1/3),但孔口边缘预留 0.1-0.2mm 的裸露区域(即 “锡圈”)。这种设计既能保证绿油防护性,又能避免缝隙产生,降低塞锡珠风险。
(二)局部开窗精度:控制 “开窗偏差” 在标准范围内
客户要求 VIA 孔局部开窗时,需审查开窗区域的尺寸精度,确保符合 PCB 制造标准(IPC-6012):
- 开窗尺寸下限:局部开窗的裸露区域面积需≥0.2mm×0.2mm(即 8mil×8mil),若小于此尺寸,会导致焊盘有效焊接面积不足,影响焊接可靠性;
- 开窗位置偏差:局部开窗的中心位置与 VIA 孔中心的偏差需≤0.1mm(4mil),若偏差过大,会导致绿油覆盖关键线路,或暴露过多铜箔;
- 绿油桥宽度:若多个 VIA 孔相邻且均采用局部开窗,相邻开窗区域之间的绿油桥宽度需≥0.1mm(4mil),避免绿油桥过窄导致断裂,引发短路。
审查工具:使用 CAD 设计软件(如 Altium Designer、AutoCAD)对客户提供的 Gerber 文件进行图层分析,标注开窗尺寸与位置偏差,若超出标准范围,需出具 “设计优化报告”,附上标准要求与风险说明,与客户协商调整。
(三)单面开窗的 “对称性”:避免 “单面应力不均”
VIA 孔单面开窗设计需审查开窗面的选择与绿油覆盖的对称性:
- 开窗面适配性:若 PCB 为多层板,单面开窗需确保开窗面与后续焊接面一致 —— 例如,客户若在 PCB 正面进行焊接,单面开窗应选择正面,避免反面开窗导致焊接时焊锡无法接触孔内线路;
- 绿油覆盖对称性:即使是单面开窗,绿油覆盖区域也需保持对称,避免绿油在孔内分布不均,导致 PCB 受热时应力失衡,出现翘曲。
案例参考:某客户为多层通讯板设计 VIA 孔单面开窗(反面开窗),但后续焊接需在正面进行,导致焊接后孔内导通不良。制造商通过审查发现问题后,建议客户改为 “正面开窗 + 局部绿油覆盖”,并调整绿油填充深度,最终解决导通问题,不良率从 25% 降至 3%。
四、绿油窗问题的 “最佳处理方案”:工艺优化与场景适配
结合表面处理类型与绿油窗设计审查结果,制造商可选择 “双面塞孔工艺” 或 “绿油窗边缘锡圈工艺” 作为核心解决方案,两种方案的适用场景、操作要点与优势如下:
(一)双面塞孔工艺:高可靠性需求的 “首选方案”
双面塞孔工艺是指通过丝印或真空塞孔设备,将绿油从 PCB 的正面与反面同时填充至 VIA 孔内,实现全孔绿油覆盖,再经过预固化、曝光、显影、终固化等流程,形成完整的绿油防护层。这种工艺适用于所有表面处理方式,尤其适合高可靠性 PCB 产品:
- 核心优势:
-
- 无塞锡珠风险:全孔绿油填充避免了孔内空腔,无论喷锡、沉金还是 OSP 工艺,均不会出现锡液渗入或金属颗粒残留;
-
- 防护性强:双面塞孔使 VIA 孔完全与外界隔绝,有效抵御湿气、粉尘、腐蚀性气体,延长 PCB 使用寿命;
-
- 结构稳定:绿油在孔内均匀分布,减少 PCB 受热时的应力不均,降低翘曲风险。
- 操作要点:
-
- 绿油选择:需使用 “高填充性感光绿油”(如太阳油墨 PSER-4000 系列),确保绿油能完全填充孔内,无气泡;
-
- 固化参数:预固化温度控制在 70-80℃,时间 15-20 分钟;终固化温度控制在 150-160℃,时间 60-90 分钟,确保绿油完全固化,避免后期脱落;
-
- 孔径适配:双面塞孔适用于孔径≥0.2mm 的 VIA 孔,若孔径<0.2mm,需采用真空塞孔设备,避免绿油无法填充。
- 适用场景:医疗设备、航空航天、汽车电子等对可靠性要求极高的 PCB 产品,或客户要求 VIA 孔全绿油覆盖、无开窗的场景。
(二)绿油窗边缘锡圈工艺:兼顾成本与性能的 “平衡方案”
绿油窗边缘锡圈工艺是指在 VIA 孔绿油窗的边缘预留 1-2MIL(0.025-0.05mm)的裸露铜箔区域,形成 “锡圈”,再通过表面处理(如喷锡、沉金)覆盖锡圈,这种工艺适用于局部开窗或单面开窗设计:
- 核心优势:
-
- 规避塞锡珠:锡圈的存在使绿油与孔口之间形成 “缓冲带”,即使喷锡时锡液渗入,也会被锡圈引导至表面,不会形成孔内塞锡珠;
-
- 提升焊接可靠性:锡圈增加了焊盘的有效面积,焊接时焊锡能更好地附着,减少虚焊风险;
-
- 成本可控:无需额外增加塞孔设备,仅需调整绿油开窗尺寸,适合中小批量生产。
- 操作要点:
-
- 锡圈尺寸控制:锡圈宽度需严格控制在 1-2MIL,若宽度<1MIL,无法起到缓冲作用;若宽度>2MIL,会暴露过多铜箔,增加氧化风险;
-
- 表面处理适配:喷锡工艺下,锡圈会形成均匀的锡层;沉金工艺下,锡圈会形成镍金层,均能保证良好的焊接性能;
-
- 外观检测:生产后需通过 AOI(自动光学检测)设备检查锡圈是否完整,有无绿油残留或铜箔暴露不均。
- 适用场景:消费电子、工业控制等中等可靠性需求的 PCB 产品,或客户要求局部开窗、单面开窗,且成本敏感的场景。
(三)特殊情况处理:感光油类型与工艺适配
需特别注意的是,以上两种方案均基于 “普通感光绿油”(UV 固化型),若客户使用 “热固化绿油”,需调整工艺参数,避免绿油性能失效:
- 热固化绿油的特性:热固化绿油无需 UV 曝光,通过高温(120-140℃)固化,但其流动性较差,填充能力弱于普通感光绿油,且与表面处理的兼容性较低;
- 工艺调整建议:
-
- 若使用热固化绿油,不建议采用双面塞孔工艺,可选择 “单面塞孔 + 锡圈” 组合,减少绿油填充量;
-
- 热固化绿油与喷锡工艺兼容性差,易出现绿油脱落,建议搭配沉金或 OSP 表面处理;
-
- 固化时间延长:热固化绿油的终固化时间需延长至 120-150 分钟,确保完全固化,提升附着力。
五、制造商的 “客户沟通策略”:从 “被动接受” 到 “主动引导”
除技术方案外,制造商还需建立高效的客户沟通机制,在项目初期引导客户优化绿油窗设计,减少后期生产风险,具体策略如下:
(一)提供 “绿油窗设计规范手册”
提前向客户发放标准化的《PCB 绿油窗设计规范手册》,明确以下内容:
- 不同表面处理对应的绿油窗设计要求(如喷锡禁止单面塞孔);
- VIA 孔开窗尺寸的标准范围(如局部开窗面积≥0.2mm×0.2mm);
- 常见设计错误案例(附不良品图片)与优化方案;
- 制造商的工艺能力参数(如最小锡圈宽度、最大塞孔孔径)。
通过手册引导客户在设计阶段规避风险,减少后期修改成本。
(二)出具 “设计可行性评估报告”
收到客户设计文件后,24 小时内出具《绿油窗设计可行性评估报告》,内容包括:
- 表面处理与绿油窗设计的兼容性分析;
- 潜在风险点(如塞锡珠、绿油脱落)及风险等级(高 / 中 / 低);
- 优化建议(附修改后的设计图纸);
- 优化后的成本与周期预估。
报告需数据化、可视化,让客户清晰了解优化的必要性(如 “若不调整,不良率预计达 15%,交付周期延长 3 天”)。
(三)提供 “样品测试服务”
对于高价值或复杂 PCB 订单,可提供 “样品测试服务”:
- 按照客户原设计与制造商优化设计,分别制作 2-5 片样品;
- 对样品进行表面处理、焊接测试、高低温循环测试,出具测试报告;
- 向客户展示两种设计的样品外观、性能差异,用数据证明优化方案的优势。
通过样品测试,增强客户对优化方案的信任,推动设计调整。
六、电路板绿油窗设计的 “质量闭环”
处理客户绿油窗设计问题,需建立 “表面处理判断→设计审查→工艺优化→客户沟通” 的质量闭环:
- 前置判断:优先明确表面处理类型,喷锡工艺禁止单面塞孔,沉金、OSP、沉银可适配单面 / 局部开窗;
- 精细审查:重点排查绿油盖孔口、局部开窗精度不足、单面开窗不对称等问题,出具优化报告;
- 工艺选择:高可靠性需求选双面塞孔,中等需求选锡圈工艺,热固化绿油需调整参数;
- 主动沟通:通过规范手册、评估报告、样品测试,引导客户优化设计,平衡需求与可行性。
在电路板制造行业,绿油窗设计的细节处理直接决定产品质量与客户满意度。制造商需以技术为核心,以沟通为桥梁,将 “客户痛点” 转化为 “质量亮点”,在满足个性化需求的同时,建立高效、可靠的生产体系。未来,随着 PCB 向高密度、高可靠性发展(如 5G 基站、新能源汽车 PCB),绿油窗工艺将进一步升级,制造商需持续关注行业技术动态,优化解决方案,为客户提供更优质的产品与服务。